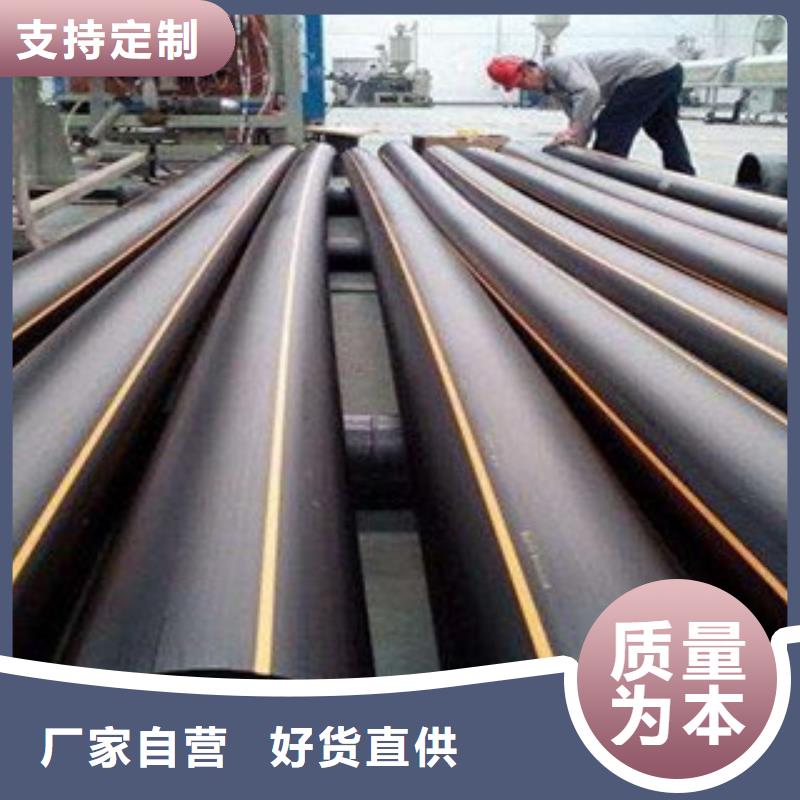
以下是:PE燃气管MPP电力管生产经验丰富的产品参数
| 颜色 | 黑色橙条 |
|---|
| 口径 | 20-630 |
|---|
| 原料 | 北欧化工3490 |
|---|
| 外观 | 直管 |
|---|
| 定长 | 6/9/12 |
|---|
| 压力 | 1.0MPA |
|---|
| 连接方式 | 热熔对接 |
|---|
| 敷设方法 | 埋地 |
|---|
| 应用领域 | 燃气工程 |
|---|
| 规格 | SDR17.6/SDR11 |
|---|
以下是:PE燃气管MPP电力管生产经验丰富的图文视频
PE燃气管MPP电力管生产经验丰富,广东省梅州市润星电力管材有限公司专业从事PE燃气管MPP电力管生产经验丰富,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:聊城塑料管材产业园发货到广东省 梅州市 梅江区、梅县区、大埔县、丰顺县、五华县、平远县、蕉岭县、兴宁市,以下是PE燃气管MPP电力管生产经验丰富的详细页面。 广东省,梅州市 梅州市是历史文化名城、生态文明先行示范区、文化生态保护区、东亚文化之都、中国旅游城市、园林城市、卫生城市、森林城市,是的文化之乡、华侨之乡、足球之乡、将军之乡、长寿之乡、金柚之乡、温泉之乡、客家菜之乡、平安之乡。梅州市是闽粤赣边区域性中心城市、全国生态文明建设试验区、广东绿色崛起先行区和文化旅游特色区、沿海经济开放区、海峡西岸经济区城市之一。2022年,梅州实现地区生产总值1318.21亿元,比上年增长0.5%。
如果你想要更深入地了解我们的PE燃气管MPP电力管生产经验丰富产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:PE燃气管MPP电力管生产经验丰富的图文介绍
“勤恳做事、真诚服务”是我们不变的经营理念。梅州润星电力管材有限公司在前进的道路中,努力听取客户的建议,同时不断了解 DN110mpp电力管市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 DN110mpp电力管产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 DN110mpp电力管产品、新技术提高产品竞争力,同时也为促进 DN110mpp电力管行业的发展而努力。


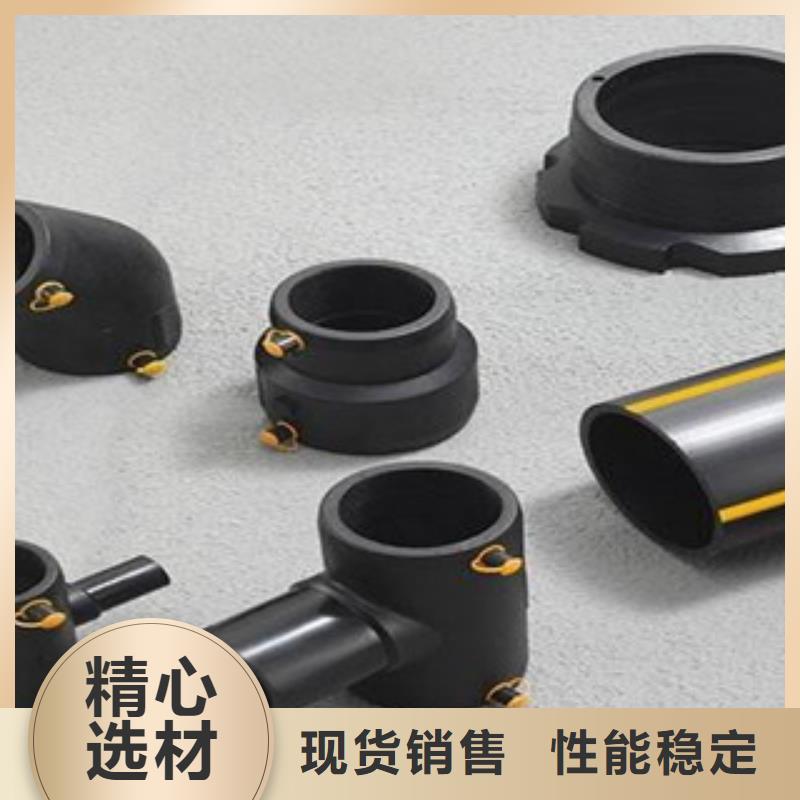
PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。


在HDPE燃气管运用的过程中,滴溅到工件表面上,造成工件表面的涂层出现难看的缩孔问题。而除了采取方法之外,我们还需要去检查一下喷涂的涂料含量中,水质的含油量的参数问题。如果说水质的含油量过高的话,机械设备工件表面的涂层,就很容易出现难看的缩孔问题。工件涂层的缩孔问题之所以会有较高的出现频率,不仅仅是因为PE管喷涂涂料的规格参数的问题。如果说工件表面喷涂的涂料在未使用之前,出现了受潮而影响了涂料喷涂性能的情况时,也容易让工件表面的涂层,出现难看的涂层缩孔问题。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。




您是想要在广东省梅州市采购高质量的PE燃气管MPP电力管生产经验丰富产品吗?广东省梅州市润星电力管材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的PE燃气管MPP电力管生产经验丰富产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15006359263,QQ:292543758,地址:《塑料管材产业园》。